Getting the right wire feed speed is a key skill for every MIG welder. It’s a setting that looks simple, but it changes everything about your weld. Wire feed speed controls how much filler wire goes into the weld pool, which affects penetration, bead size, and even how easy it is to weld. If you set it wrong, you’ll get poor results: spatter, burn-through, or weak joints. But when it’s right, your welds look clean and strong. This guide takes you step by step through everything you need to know about wire feed speed for MIG welding—how it works, how to set it, and how to fix common problems.
What Is Wire Feed Speed In Mig Welding?
Wire feed speed (WFS) is how fast the MIG welder pushes wire through the gun, usually measured in inches per minute (IPM) or millimeters per minute (mm/min). It’s one of the main controls on every MIG machine.
The wire acts as both the electrode and the filler metal. When you squeeze the trigger, the machine feeds wire at a constant speed. This speed affects how much metal goes into the weld and how much current the welder produces.
A slow wire feed means less metal and lower current. A fast wire feed means more metal and higher current. That’s why setting WFS is so important—too slow or too fast, and your weld won’t be right.
Why Wire Feed Speed Matters
Wire feed speed does more than just control the amount of wire. It changes many things about your weld, including:
- Penetration depth: Higher WFS increases current, giving deeper penetration.
- Bead shape: Too much speed makes a high bead; too little makes the bead flat or underfilled.
- Travel speed: You must move the torch faster with high WFS, slower with low WFS.
- Arc stability: Incorrect WFS causes popping, stubbing, or wire burn-back.
Beginners often overlook WFS. They focus on voltage and gas, but WFS is just as critical. The right speed is different for every job. Material thickness, wire diameter, and welding position all matter.
How To Set Wire Feed Speed
There is no magic number for wire feed speed. It depends on what you’re welding. But you can get close by following these steps:
1. Check The Machine Chart
Most MIG welders have a chart inside the cover. It shows recommended settings for different wire sizes and metal thicknesses. Start there.
2. Select The Wire Diameter
Common wires are .023″, .030″, .035″, and .045″ (inches). Thicker wire needs higher WFS.
3. Set The Voltage
Voltage and WFS work together. Set the voltage for your metal, then adjust WFS.
4. Adjust Wire Feed Speed
Set the WFS to match the chart. If you don’t have a chart, use these rough guidelines:
- For thin sheet metal (.023″ wire): 90–150 IPM
- For 1/8″ steel (.030″ wire): 150–200 IPM
- For 1/4″ steel (.035″ wire): 200–300 IPM
- Test and fine-tune
Do a test weld. Listen and watch. The arc should sound like frying bacon, not popping or hissing. Adjust the WFS up or down in small steps until the bead looks good and the arc is smooth.
How Wire Feed Speed Affects The Weld
Wire feed speed changes the weld in several ways. Here’s what you’ll notice at different speeds:
Low Wire Feed Speed
- Shallow penetration: Weld sits on top, weak joint.
- Narrow bead: Not enough filler metal.
- Wire burns back: The wire melts faster than it feeds, sticking to the tip.
- Unstable arc: Popping or arc goes out.
High Wire Feed Speed
- Too much penetration: Risk of burn-through on thin metal.
- Wide, raised bead: Too much filler metal, leads to spatter.
- Stubbing: Wire pushes into the puddle, causing the gun to jerk.
- Excessive spatter: Metal flies off the weld.
Finding The Sweet Spot
The right WFS gives you:
- Smooth arc: Sounds steady, not erratic.
- Consistent bead: Good width and height.
- Minimal spatter: Clean weld, less cleanup.
- Proper fusion: Weld joins both pieces solidly.
Credit: weldguru.com
Wire Feed Speed And Amperage
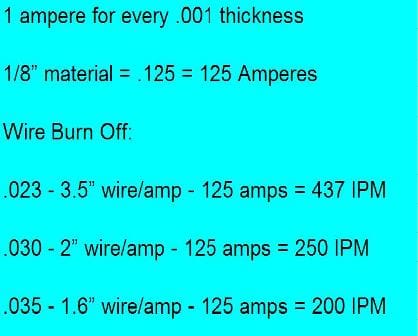
Many beginners don’t realize that wire feed speed directly controls welding amperage in MIG. The higher the speed, the higher the current. Voltage, on the other hand, shapes the arc.
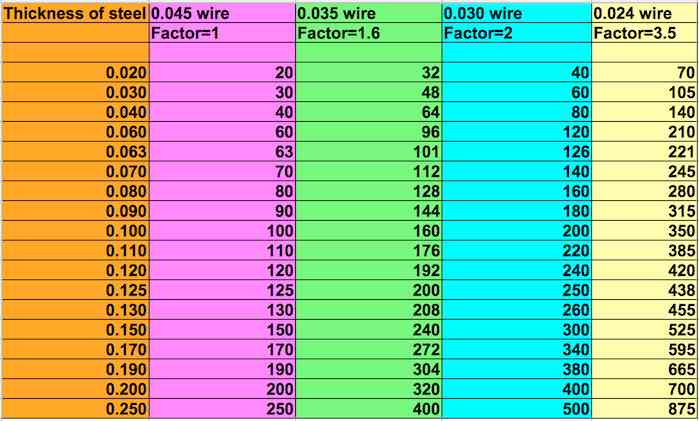
For example:
- At 200 IPM with .030″ wire, you might get around 130 amps.
- At 300 IPM with the same wire, you could reach 180 amps.
This relationship helps you choose settings. If you need more power (amps), increase the WFS—not just the voltage.
Table: Typical Wire Feed Speeds And Amperage
Here’s a practical comparison for common wire diameters and mild steel.
| Wire Size (inches) | Wire Feed Speed (IPM) | Approx. Amperage | Material Thickness (inches) |
|---|---|---|---|
| .023 | 90–150 | 40–70 | Up to 1/8″ |
| .030 | 150–200 | 90–130 | 1/8″–1/4″ |
| .035 | 180–300 | 120–180 | 1/4″–3/8″ |
| .045 | 200–400 | 170–250 | 3/8″ and up |
Remember, these are starting points. Always adjust based on your actual welds.
How Wire Type And Gas Affect Wire Feed Speed
Not all wires are the same. The type of wire and the shielding gas both impact your ideal WFS.
- Solid wire (ER70S-6) with CO₂ or C25 (75% Argon/25% CO₂) is the most common. It needs moderate WFS.
- Flux-cored wire runs at lower wire feed speeds for the same penetration.
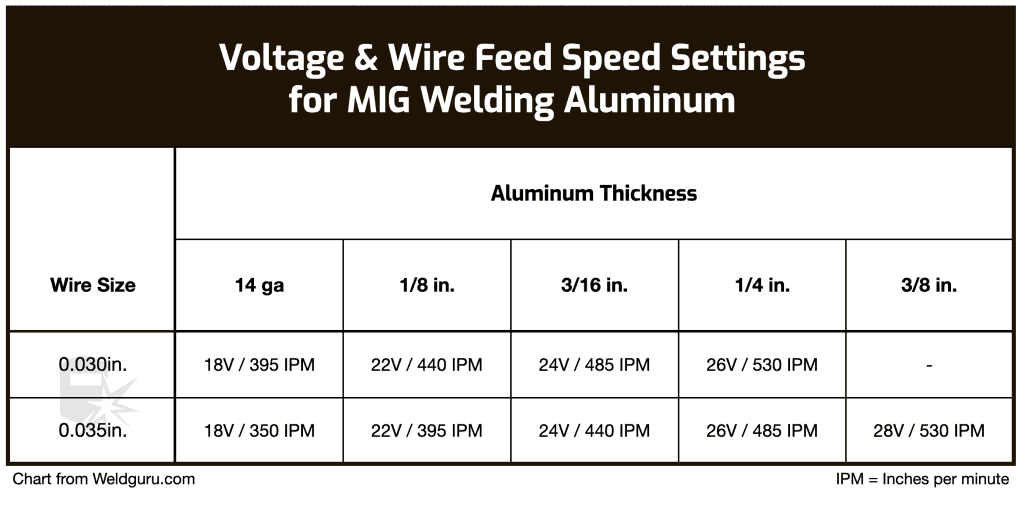
- Aluminum wire needs higher WFS because it melts faster.
The shielding gas changes things too. 100% CO₂ gives more penetration than C25, so you may lower the WFS slightly.
Table: Effect Of Gas And Wire Type On Wfs
| Wire Type | Shielding Gas | Relative WFS Needed | Notes |
|---|---|---|---|
| Solid (ER70S-6) | C25 | Standard | Clean arc, low spatter |
| Solid (ER70S-6) | 100% CO₂ | Slightly lower | More penetration |
| Flux-cored | Self-shielded | Lower | No external gas needed |
| Aluminum (ER4043) | 100% Argon | Higher | Wire feeds faster, melts quickly |
Common Wire Feed Speed Problems And Fixes
Even experienced welders run into wire feed issues. Here’s how to spot and solve them:
Problem: Birdnesting
The wire tangles at the drive rolls, forming a “bird’s nest. ”
Causes: Too high WFS, worn liner, wrong drive roll size, or blocked tip.
Fix: Check liner and tip, use correct drive rolls, lower WFS if needed.
Problem: Burn-back
The wire melts into the contact tip.
Causes: Too slow WFS, holding the gun too close.
Fix: Increase WFS, hold gun at the correct distance.
Problem: Stubbing
The wire pushes against the metal with a jerky motion.
Causes: WFS too high, voltage too low.
Fix: Lower WFS, raise voltage slightly.
Problem: Inconsistent Arc
The arc pops or hisses, weld looks rough.
Causes: Wrong WFS, dirty wire, worn tip.
Fix: Clean wire, replace tip, fine-tune WFS.
Non-obvious insight: Sometimes, wire feed issues come from humidity. If you store your wire in a damp place, it can rust and jam. Always keep wire spools dry.
Practical Tips For Dialing In Wire Feed Speed
- Mark your best settings: When you find a sweet spot for a certain metal, write it down near your machine.
- Listen to the arc: The best sound is a steady sizzle, not a series of pops.
- Watch the bead: If it’s too tall or too flat, adjust WFS before changing anything else.
- Practice on scrap: Every new setup needs a test piece.
- Change tips and liners regularly: Worn parts cause feed problems even at perfect WFS.
Table: Quick Reference Guide For Common Setups
| Material | Wire Size | WFS (IPM) | Voltage (V) | Gas |
|---|---|---|---|---|
| Auto body (thin steel) | .023″ | 90–120 | 15–17 | C25 |
| 1/8″ Mild steel | .030″ | 150–180 | 17–19 | C25 |
| 1/4″ Mild steel | .035″ | 200–250 | 20–22 | CO₂ |
| Aluminum (1/8″) | .035″ | 300–350 | 21–23 | Argon |
Advanced Wire Feed Speed Techniques
As you get comfortable, you’ll find ways to use wire feed speed to your advantage:
- Pulse MIG: Some machines let you “pulse” the wire feed for cleaner welds on thin metals.
- Changing WFS on the fly: Skilled welders adjust speed while welding corners or changing position.
- Push vs. Pull technique: Pulling (drag) can handle slightly higher WFS; pushing (push) may need lower speed for the same bead.
One overlooked tip: If you’re welding vertically upward, start with a lower WFS and increase as you build the weld. Gravity pulls the pool down, so you need more control, not just more wire.
Credit: www.weldingtipsandtricks.com
Wire Feed Speed: A Key To Consistency
The best welders know that consistency is critical. Wire feed speed isn’t just about a single weld. It’s about making repeatable, quality joints every time. If you switch from one machine to another, always check the WFS—even if the settings look the same.
Different brands or worn drive rolls can change the real speed.
Pro insight: Some digital welders show the actual WFS as you weld, not just the dial setting. Use this feature if you have it; it helps you spot problems fast.
Frequently Asked Questions
What Happens If My Wire Feed Speed Is Too High?
If your wire feed speed is too high, you’ll see excess spatter, a tall and wide bead, and sometimes “stubbing” where the wire pushes into the weld pool. This can cause the gun to jerk or even damage the tip. Lower the speed until you get a smooth, steady arc.
How Do I Know If My Wire Feed Speed Is Too Low?
Too low a wire feed speed causes the wire to burn back into the tip, a narrow bead, and poor penetration. You might hear the arc popping or see the wire melting away before it touches the metal. Increase the speed until the arc is smooth and the bead is solid.
Credit: www.weldingtipsandtricks.com
Does Wire Feed Speed Affect Amperage?
Yes, wire feed speed directly controls the welding amperage in MIG. The faster the wire feeds, the higher the current. If you need more or less heat, adjust the WFS first.
Should I Set Voltage Or Wire Feed Speed First?
Usually, start by setting the voltage for your material thickness, then adjust wire feed speed to get the right arc and bead. Both settings work together, but WFS is the main control for how much filler you add.
Where Can I Find More Detailed Mig Welding Charts?
Many manufacturers offer downloadable charts. For a wide range of settings and more technical info, check the Gas Metal Arc Welding page on Wikipedia.
Wire feed speed is a small dial, but it makes a huge difference. With practice and attention, you’ll soon set it by ear and feel, just like the pros. Start with the guidelines here, make small adjustments, and your MIG welding will reach a new level of quality.